Шероховатость |
||
| +375-29- |
+375-29- |
|
| Резюме | Главная | Гостевая |
| Шероховатость | Базирование | ||
| Допуски формы и расположения | Обозначение баз | ||
| Посадки | Балансировка |
Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим сосотоянием, микроструктурой металла поверхностного слоя , шероховатостью поверхности. Сосотояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойксть, виброустойчивость, контактную жесткость, прочность соединений и т.д. Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789-73.
Существуют 6 параметров оценки шероховатости поверхности:
| Высотные: | Ra - среднеарифметическое отклонение профиля |
| Rz - высота неровностей профиля по 10 точкам | |
| Rmax - наибольшая высота профиля | |
| Шаговые: | S - средний шаг местных выступов профиля |
| Sm - редний шаг неровностей профиля по средней линии | |
| Высотно-шаговый: | tp - относительная опорная длина профиля |
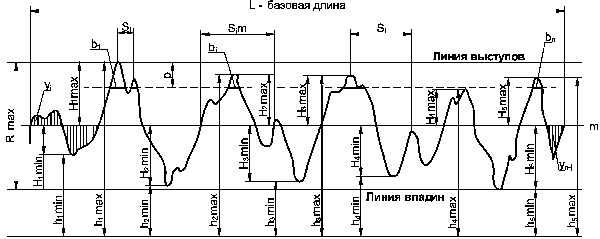
Базой для
отсчета высот выступов и впадин неровностей,
свойства которых нормируются, служит средняя
линия профиля - базовая линия, имеющая форму
номинального профиля и проведенная так, что в
пределах базовой длины среднее квадратичное
отклонение профиля до этой линии минимально.
Через низшую и
высшую точки профиля в пределах базовой длины L
проводят линии выступов и впадин профиля
параллельно средней линии. Расстояние между
этими линиями и определяет наибольшую высоту
неровностей профиля Rmax.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значенией отклонений профиля в пределах базовой длины:
или приближенно:
Высота неровностй профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших максимумов Hi max и пяти наибольших минимумов Hi min профиля в пределах базовой длины:

Вместо средней линии определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наименьших минимуов hi min до линии, параллельной средней и непересекающей профиль.
Средний шаг неровностей Sm вычисляют как среднеарифметическое значение шага неровностей Si m в пределах базовой длины:
Средний шаг неровностей профиля по вершинам S - среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины:
Под опорной длиной профиля η p понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в матереале выступов профиля линией эквидистантной средней линии. Относительная опорная длина профиля tp определяется как отношение опорной длины профиля η p к базовой длине:
В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей:
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Вид обработки |
Степень обработки |
Квалитет |
| Строгание | чистовое тонкое |
10 7...8 |
| Фрезерование торцовое | чистовое тонкое |
10 7...8 |
| Фрезерование цилиндрическое | чистовое тонкое |
9 7...8 |
| Точение | чистовое тонкое |
10 7...8 |
| Растачивание | чистовое тонкое |
9 7...8 |
| Зенкерование | 7...8 | |
| Подрезка торцев | чистовое тонкое |
9 7...8 |
| Нарезание резьбы наружной | резцом, плашкой, леркой гребенокой, фрезерованием накатыванием шлифованием |
8g 6g 4h 4h |
| Нарезание резьбы внутренней | метчиком, резцом фрезерованием шлифованием |
6H 6H 4H |
| Обработка зубьев колес | строгание, фрезерование фрезерование червячной фрезой шевингование шлифование притирка и обкатывание |
8...9 7...8 6...7 5...6 4...5 |
| Анодно-механическая обработка | чистовое тонкое |
8 5..6 |
| Электрохимическая размерная обработка | чистовое тонкое |
9 7...8 |
| Электроискровая обработка | чистовое тонкое |
7 5...6 |
| Ультразвуковая обработка(отверстий, углублений) | чистовое | 6...7 |
| Шабрение | чистовое тонкое |
7 5...6 |
| Развертывание | чистовое тонкое |
7 5...6 |
| Протягивание | чистовое тонкое |
7 5...6 |
| Шлифование плоское | чистовое тонкое |
7 5...6 |
| Шлифование цилиндрическое | Наружное: чистовое тонкое Внутреннее чистовое тонкое |
6 4...5 6 4...5 |
| Притирка | чистовое тонкое |
5 3...4 |
| Полирование | чистовое тонкое |
5 3...4 |
| Хнингование | чистовое тонкое |
6 4...5 |
| Суперфиниширование | чистовое тонкое |
4 2...3 |
Примечание: В таблице дана экономически выгодная точность обработки для серийного и массового производства. Например - 6 квалитет при обработке наружных поверхностей вращения можно получить и при токарной обработке. Но тогда возрастет стоймость обработки: увеличется основное время, резец надо чаще затачивать и т.д.
| Допуск размера по квалитетам | Допуск формы, % от допуска размера | Номинальные размеры,мм | |||
| До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | ||
| IT5 | 100 60 40 |
0.4 0.2 0.1 |
0.8 0.4 0.2 |
1.6 0.8 0.4 |
1.6 0.8 0.4 |
| IT6 | 100 60 40 |
0.8 0.4 0.2 |
1.6 0.8 0.4 |
1.6 0.8 0.4 |
3.2 1.6 0.8 |
| IT7 | 100 60 40 |
1.6 0.8 0.4 |
3.2 1.6 0.8 |
3.2 1.6 0.8 |
3.2 3.2 1.6 |
| IT8 | 100 60 40 |
1.6 0.8 0.4 |
3.2 1.6 0.8 |
3.2 3.2 1.6 |
3.2 3.2 1.6 |
| IT9 | 100 60 40 |
3.2 1.6 0.8 |
3.2 3.2 1.6 |
6.3 3.2 1.6 |
6.3 6.3 3.2 |
| IT10 | 100 60 40 |
3.2 1.6 0.8 |
6.3 3.2 1.6 |
6.3 3.2 1.6 |
6.3 6.3 3.2 |
| IT11 | 100 60 40 |
6.3 3.2 1.6 |
6.3 3.2 1.6 |
12.5 6.3 3.2 |
12.5 6.3 3.2 |
| IT12; IT13 | 100 60 40 |
12.5 12.5 6.3 |
12.5 12.5 6.3 |
25 25 12.5 |
25 25 12.5 |
| IT14; IT15 | 100 60 40 |
12.5 12.5 12.5 |
25 25 12.5 |
50 50 25 |
50 50 25 |
В случаях, когда это необходимо по функциональным требованиям, допускается устанавливать значение шероховатости Ra менее указанных в таблице.
| Класс шероховатости | Ra | Rz |
| 1 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 12,5 | 20; 16; 10 | 80; 63; 50; 40 |
| 4 | 6,3 | 10; 8; 5 | 40; 32; 25; 20 |
| 5 | 3,2 | 5; 4; 2,5 | 20; 16; 12,5; 10 |
| 6 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0; 4,0; 3,2 |
| 8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,20 | 0,32; 0,25; 0,16 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,010; 0,008 | 0,050; 0,040; 0,032 |