Smax=Dmax-dmin=ES-ei – максимальный зазор.
Sc=(Smax+Smin)/2 – средний зазор.
Ts=Smax-Smin – допуск зазора.
Допуски и посадки гладких соединений |
||
| +375-29- |
+375-29- |
|
| Резюме | Главная | Гостевая |
| Шероховатость | Базирование | ||
| Допуски формы и расположения | Обозначение баз | ||
| Посадки | Балансировка |
При сборке двух деталей, входящих одна в другую
различают охватывающую и охватываемую
поверхности. При этом детали называются
сопрягаемыми. Сопрягаемые детали могут быть
ограничены поверхностями различной формы –
цилиндрическими, коническими, винтовыми,
плоскими.
В производстве невозможно получить несколько
деталей с одинаковыми размерами. Поэтому при
разработке чертежа конструктор расширяет
диапазон, в котором может находиться
действительный размер, без нарушения
функциональности изделия.
Этот диапазон называется допуском.
Допуск – разность между наибольшим и
наименьшим предельным размерами.
На чертежах для удобства указывается
номинальный размер детали, который служит
началом отчета отклонений.
Различают верхнее и нижнее отклонение.
Верхнее отклонение –
алгебраическая разность между наибольшим
предельным и номинальным размерами.
Верхнее отклонение отверстия : ES=Dmax-Dн
Верхнее отклонение вала : es=dmax-dн
Нижнее отклонение отверстия : EI=Dmin-Dн
Нижнее отклонение вала : ei=dmin-dн
Поле допуска – область, ограниченная верхним и нижним отклонениями.
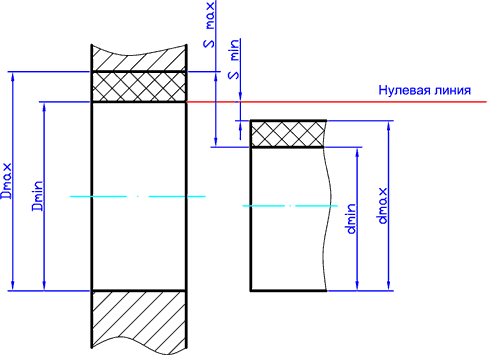
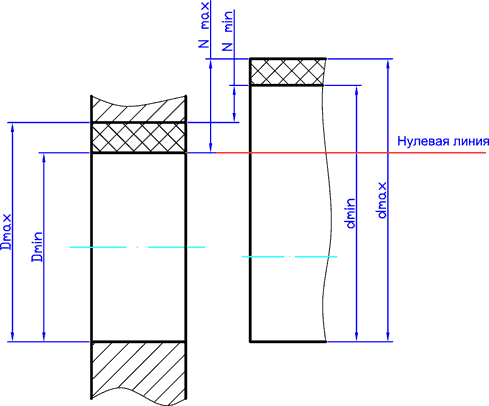
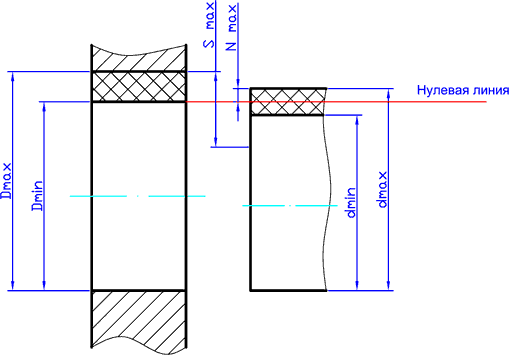
В зависимости от взаимного расположения полей допусков посадки делятся на три группы:
| Smin=Dmin-dmax=EI-es
– минимальный зазор. Smax=Dmax-dmin=ES-ei – максимальный зазор. Sc=(Smax+Smin)/2 – средний зазор. Ts=Smax-Smin – допуск зазора. |
|
| Nmax=dmax
- Dmin=es - EI – максимальный натяг. Nmin=dmin - Dmax=ei - ES – минимальный зазор. Nc=(Nmax + Nmin)/2 – средний натяг. TN= Nmax - Nmin – допуск натяга |
 |
| Nmax=es - EI –
максимальный натяг. Smax=ES - ei – максимальный зазор. TN=TS= Nmax - Nmin= Smax - Smin – допуск посадки. |
 |
Допуски и посадки должны обеспечивать требуемую работоспособность соединений при минимальной себестоимости.
Для удобства стандартизации посадок одна из деталей пары(отверстие или вал) выбирается основной .Расположение поля допуска этой детали остается постоянным, а характер посадки обеспечивается изменением расположения поля допуска детали, сопрягаемой с основной.
При выборе в качестве основной детали отверстия (система отверстия) характер посадки (зазоры, натяги) обеспечивают изменением величины и расположения полей допусков вала.
При выборе в качестве основной детали вала(система вала) – изменением величины и расположения полей допусков отверстий.
Система отверстия имеет преимущественное применение, так как достижения определенной степени точности валов технологически проще и экономичнее.
Система вала применяется в тех случаях, конгда для изготавления валов применяется калиброванный материал, при наличии большого числа точных посадок на одном валу.
В системе отверстия нижнее отклонения, а в системе вала верхнее отклонение равны нулю.
Всего предусмотренно 28 рядов основных отклонений для валов и такое же количество для отверстий. Для практического использованя с целью унификации изделий и инструмента отобрано оптимальное количество полей, удовлетворяющих требованиям промышленности.
Наиболее распространены следующие поля допусков:
Система отверстия:
| H6 | s5 | r5 | n5 | m5 | k5 | js5 | h5 | g5 | f6 |
| H7 | u7 | s6 | r6 | p6 | n6 | m6 | k6 | js6 | h6 | g6 | f7 | e8 | d8 | c8 |
| H9 | h9 | h8 | f9 | e9 | d9 |
| H10 | h10 |
| H11 | h11 | d11 | b11 | a11 |
| H12 | h12 | b12 |
(расчеты представлены в виде таблицы EXCEL. При открытии может возникнуть следующее сообщение :
Для расчетов необходимо знать шероховатость сопрягаемых поверхностей в Rz. Соотношение Ra и Rz приведены в таблице:
| Ra | Rz | Ra | Rz |
| 12,5; (10); | 40 | 1,6; (1,25) | 6.3 |
| 6,3; (5) | 20 | 0,8; (0,63) | 3.2 |
| 3,2; (2,5) | 10 | 0,4; (0,32) | 1.6 |